

�z�[�� > �{�Y > �{�Y�̏�� > ���Y�i�`�������`�[�Y�̌���Ɠs�{���`�[�Y�H�[�Ȃǂ̓���
�����E�^���Y�i�`�������`�[�Y�̌���@�{�Y�̏�� �@2022�N4����
���Y�i�`�������`�[�Y�̌���Ɠs�{���`�[�Y�H�[�Ȃǂ̓���
������@�k���@�O��A�ʈ�@���Y
�y�v��z
�@2020�N�x�ɂ�����킪���̃`�[�Y������ʂ�6�N�A���ʼnߋ��ō����L�^���A�܂����Y�i�`�������`�[�Y����ʂ�2�N�A���őO�N�x������Ȃǂ킪���̃`�[�Y���v�͉E���オ��Ő��ڂ��Ă���B�`�[�Y�H�[�����N�X�������A20�N�ɂ͑S����330���A���Y�i�`�������`�[�Y�͍��ۃR���e�X�g�ł������]����H�[�����݂���B�����H�[�̖�4���͖k�C���ɏ��݂��Ă��邪�A�s�{���̍H�[�ɂ����Ă����F�̂���`�[�Y�̐����̔����s���Ă���B
1�@�͂��߂�
�@�ߔN�A�킪���̃`�[�Y����ʂ́A����Ҏu���̑��l����`�[�Y�̌��N�@�\�̕]���ɂ��A�����X���Ő��ڂ��Ă���B�_�ѐ��Y�Ȃ�2021�N7���Ɍ��\�����u�`�[�Y�̎����\�v�ɂ��ƁA20�N�x�̃`�[�Y�̑�����ʂ�36��744�g���i�O�N�x��0.2�����j��6�N�A���ʼnߋ��ō����X�V�����i�}1�j�B
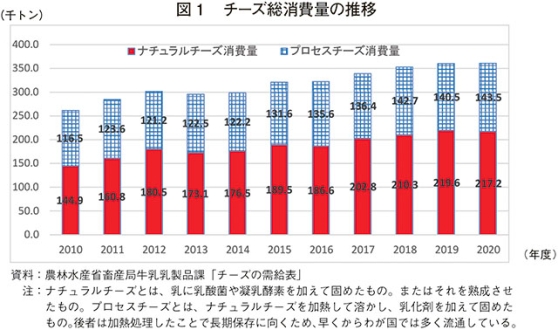
�@�v���Z�X�`�[�Y����ʂ́A�V�^�R���i�E�C���X�����ǁiCOVID-19�j�̊g��ɂ�鑃��������v�̑�����w�i��14��3525�g���i��2.1�����j�ƑO�N�x���킸���ɏ���������A�i�`�������`�[�Y����ʂ́A�O�H���v�̌����ɂ��21��7219�g���i��1.1�����j��4�N�Ԃ�̌����ɓ]�����B
�@18�N12��30���ɔ������������m�p�[�g�i�[�V�b�v�Ɋւ����I�y�ѐ�i�I�ȋ���iCPTPP�j�A19�N2��1���ɔ���������EU�o�ϘA�g����i��EU�EEPA�j�ɉ����A20�N1��1���ɔ����������Ėf�Ջ�������킹��A���E�o�ς�6�����߂鎩�R�Ō����ȃ��[���Ɋ�Â����}�[�P�b�g���a���������ƂɂȂ�B�킪������芪�����ۏ���ω����钆�A�킪�����_�Ƃ̐��Y��Ղ̋�����}��ƂƂ��ɁA�`�[�Y���Y�ɂ����Ă��i�������}��A�����R�X�g�̍팸�ւ̑Ή��Ȃǂ����߂���B
�@�����������A�i�`�������`�[�Y�Y����`�[�Y�H�[�ł́A���F���鏤�i�̐����̔����s���ȂǁA�n�ӍH�v�ɂ��ӂꂽ���g�݂��W�J����Ă���A���������ł͂Ȃ��C�O�ŊJ�Â���鍑�ۓI�ȃ`�[�Y�R���e�X�g�ւ��킪���̃i�`�������`�[�Y���o�i����A�����]����悤�ɂȂ��Ă���B
�@�{�e�ł́A���݂̂킪���̃i�`�������`�[�Y�̎����ȂǂɐG�ꂽ��ŁA�s�{���̍H�[�̎����A��ʎВc�@�l���{�`�[�Y����̎��g�݂Ȃǂɂ��ďЉ��B
�@�v���Z�X�`�[�Y����ʂ́A�V�^�R���i�E�C���X�����ǁiCOVID-19�j�̊g��ɂ�鑃��������v�̑�����w�i��14��3525�g���i��2.1�����j�ƑO�N�x���킸���ɏ���������A�i�`�������`�[�Y����ʂ́A�O�H���v�̌����ɂ��21��7219�g���i��1.1�����j��4�N�Ԃ�̌����ɓ]�����B
�@18�N12��30���ɔ������������m�p�[�g�i�[�V�b�v�Ɋւ����I�y�ѐ�i�I�ȋ���iCPTPP�j�A19�N2��1���ɔ���������EU�o�ϘA�g����i��EU�EEPA�j�ɉ����A20�N1��1���ɔ����������Ėf�Ջ�������킹��A���E�o�ς�6�����߂鎩�R�Ō����ȃ��[���Ɋ�Â����}�[�P�b�g���a���������ƂɂȂ�B�킪������芪�����ۏ���ω����钆�A�킪�����_�Ƃ̐��Y��Ղ̋�����}��ƂƂ��ɁA�`�[�Y���Y�ɂ����Ă��i�������}��A�����R�X�g�̍팸�ւ̑Ή��Ȃǂ����߂���B
�@�����������A�i�`�������`�[�Y�Y����`�[�Y�H�[�ł́A���F���鏤�i�̐����̔����s���ȂǁA�n�ӍH�v�ɂ��ӂꂽ���g�݂��W�J����Ă���A���������ł͂Ȃ��C�O�ŊJ�Â���鍑�ۓI�ȃ`�[�Y�R���e�X�g�ւ��킪���̃i�`�������`�[�Y���o�i����A�����]����悤�ɂȂ��Ă���B
�@�{�e�ł́A���݂̂킪���̃i�`�������`�[�Y�̎����ȂǂɐG�ꂽ��ŁA�s�{���̍H�[�̎����A��ʎВc�@�l���{�`�[�Y����̎��g�݂Ȃǂɂ��ďЉ��B
2�@�`�[�Y�̎����Ȃ�
�i1�j��������
�@�`�[�Y1�l���������ʂ́A�ߔN�̏���Ҏu���̑��l����`�[�Y�̌��N�@�\�̕]���ɂ��2014�N�x��2.2�L���O��������20�N�x��2.7�L���O�����Ƒ����X���Ő��ڂ��Ă���i�}2�j�B�Ȃ��A20�N�x�ɂ��ẮA�O�N�x��قډ����Ő��ڂ��Ă���B�킪���̃`�[�Y����ʂ́A�����̐����i��F�t�����X�ł�19�N���_��1�l�ɓ�����26.8�L���O�����j�Ɣ�ׂ�Ζ�10����1���x�ƈˑR�Ƃ��ĒႢ�����ɂ���B
�@20�N�x�̍��Y�i�`�������`�[�Y�̐��Y�ʂ́ACOVID-19�̊g��ɂ��x�Z�ƂȂ����ۂɊw�Z���H�p�����Ɏd������\��ł������������`�[�Y�����ɂ��d���������ƂȂǂ��琶�Y���g�債�A4��7564�g���i��7.1�����j�ƑO�N�x�����Ȃ�̒��x�������B����A�A���i�`�������`�[�Y���ʂ́A�Ɩ��p���v�̒����28��2494�g���i��1.5�����j��4�N�Ԃ�ɑO�N�x����������B�����̂��Ƃ���A�`�[�Y������ʂɐ�߂鍑�Y�����́A�O�N�x��13.1������1.0�|�C���g����14.1���i��1�j�ƂȂ����B
�@�v���Z�X�`�[�Y�����p�ȊO�̍��Y�i�`�������`�[�Y�̐��Y�ʂ́A�`�[�Y�l�C�̍��܂��������2��6257�g���i��5.0�����j�Ɖߋ��ō����L�^���A��������v�̑��������҂���Ă���B�v���Z�X�`�[�Y�����p��7�N�Ԃ�ɑO�N�x������2��1307�g���i��9.8�����j�ƂȂ����B
����A�v���Z�X�`�[�Y�����p�ȊO�̃i�`�������`�[�Y�̗A���ʂ�19��962�g���i��1.9�����j�ƂȂ��Ă���A�ˑR�Ƃ��ėA�������������ʂ̖�9�����߂Ă���i�}3�j�B
�i��1�j �`�[�Y������ʂ̍��Y�����́A�i�`�������`�[�Y�Ɋ��Z�����`�[�Y������ʂɂ����鍑�Y�i�`�������`�[�Y���Y�ʂ̊������琄�肵�����́i�_�ѐ��Y�ȁu�ߘa2�N�x�`�[�Y�̎����\�v������p�B

�i2�j�A�o��
�@�����Ȃ̖f�Փ��v�ɂ��ƁA2020�N�x�ɂ����鍑�Y�i�`�������`�[�Y�̗A�o�ʂ́A370.1�g���i�O�N�x��46.8�����j��2�N�Ԃ�ɑ����ɓ]���A�ߋ��ō����L�^�����i�}4�j�B�܂��A�_�ѐ��Y�Ȃ�2��4���Ɍ��\�����u2021�N�̔_�ѐ��Y���E�H�i�̗A�o���сv�ɂ��ƁA�킪����21�N�ɂ����鋍���E�����i�̗A�o�z�͑O�N��9.8������244���~�ƂȂ�A3�N�A���ʼnߋ��ō����X�V�����B���{�u�����h�̐l�C�������A�W�A���𒆐S�ɗA�o�ʂ��������Ƃ݂���B�i�ڕʂœ��ɑ������ڗ������̂̓`�[�Y���ŁA�f�Փ��v�ɂ���38.3������20��2149���~�Ƒ啝�ɑ��������B�@�_�ѐ��Y�Ȃł́A�_�ѐ��Y���E�H�i�̗A�o�z��25�N�܂ł�2���~�A30�N�܂ł�5���~�Ɉ����グ�邱�Ƃ�ڎw���Ă���A���������i�̗A�o������Ȃ鐬�������҂���Ă���B

�i3�jCOVID-19�ɂ�����̉e��
�@���Y�`�[�Y��1�l������N�ԏ���ʂɂ��ẮA�ߔN�����Ő��ڂ��Ă������A2020�N�x�́A�������Y�ʂ̑����ɉ����ACOVID-19�g��ɔ�������������v�̐L�т���O�N��7.6���Ƃ��Ȃ葝�����Ă���i�_�ѐ��Y�Ȓ{�Y�Nj��������i�ے��ׁj�B����A21�N�x�̃i�`�������`�[�Y�A���ʂ͓�1.5������27��8251�g���ƂȂ�2�N�A���Ō��������B����́ACOVID-19�g��ɔ����Ɩ��p���v�����ނ������߂Ƃ݂��Ă���B�܂��A��N�㔼������ב֑��ꂪ�~����Ő��ڂ��A�������ȍ~������ɐi��ł��邱�Ƃ�A�č��𒆐S�Ƃ����C��A���̍����ɔ����C��^�����㏸���Ă��邱�ƁA���B��I�Z�A�j�A�Ő������i���������Ă��邱�ƂȂǂ���A���`�[�Y�̉��i�͍��N������������̂Ƃ݂���B�@����ɁA�����Ȃ����\���Ă���21�N�i1�`12���j�̉ƌv�����i2�l�ȏ㐢�с�1���ѓ�����E�i�ڕʁj�ɂ��ƁA�R���i�Ђ̉e���ɂ�芴���g��O��19�N�ƐH�i�x�o�z���r����ƊO�H���v���啝�Ɍ����������A����ł̒����@��̑������璆�H����H�ɌW��i�ڂ����������B�i�ڕʂɂ݂�ƁA�`�[�Y��6728�~�i19�N�x��11.3�����j�Ƃ��Ȃ�傫�����������B
3�@���Y�i�`�������`�[�Y���Y�҂̓����`�s�{���̃`�[�Y�H�[�̎���`
�@���Y�i�`�������`�[�Y�Y����`�[�Y�H�[���͑S���e�n�Œ����ɑ������A10�N�O�Ɣ�r����ƁA2020�N�ɂ�2�{�ȏ��332�H�[�܂ő������Ă���B�n��ʂɌ���ƁA�k�C������4�����߂邪�A�s�{���̃`�[�Y�H�[�������ɑ������Ă���i�\1�j�B
�@���̂悤�ɍ��Y�i�`�������`�[�Y�̐��Y�҂͑S���e�n�ɒ����ɑ������Ă���A���_�Ƃ��q��ɕ��݂���`�[�Y�H�[��Ɨ������`�[�Y�H�[�ɂ����āA�n��ƘA�g���Ȃ�����F���鏤�i�̐����̔����s���ȂǁA�n�ӁE�H�v�ɂ��ӂ��Ǝ��g�݂��W�J����Ă���B
�܂��A���{�̃`�[�Y�H�[�̓����Ƃ��āA���B�̍H�[�Ɣ�א�������`�[�Y�̎�ނ��������Ƃ������Ƃ����B
�@�`�[�Y�H�[�̎��g�݂ɂ��ẮA�{��19�N12�����Ŗk�C���̎�������グ�Ă���A�{�͂ł͓s�{���̃`�[�Y�H�[�̂����֓��ߕӂ̍H�[�ɃX�|�b�g�ĂĎ�����Љ��B


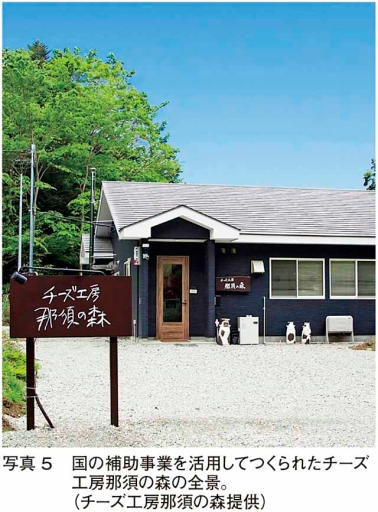
�@�V�����`�[�Y�H�[�̐��R���u���i�ʐ^1�j�́A�������Ƃ��Đ�t���{�Y���������Z���^�[�ɋΖ����Ă������A���_�o�c�ɂ����鐶�Y������H�A�̔��܂ň�̓I�ɍs��6���Y�Ɖ��̎��ጤ���Ɍg��������Ƃ��`�[�Y���̂��������Ƃ����B�����e�n�̃`�[�Y�H�[�ɑ����^�сA�`�[�Y�E�l����n�ӍH�v�₱�������Ă��������ɁA�`�[�Y���̖��͂Ɏ�����A����̎�Ń`�[�Y�����邱�Ƃ����ӂ����B���̌�ސE���A15�N12������k�C�����̃`�[�Y�H�[�ł̏C�s���o�āA16�N11���Ɉ�錧��~�s�ɈڏZ���A17�N12���Ɏ��g�̍H�[���I�[�v�������i�ʐ^2�j�B���݁A���R����l��11��ނ̐��i�����Ă��邽�߁A�����X�P�W���[���͔��Ƀ^�C�g�ł���B�H�[�I�[�v����̍ŏ���2�N�Ԃ�4��ނ̐����ɂƂǂ܂��Ă������A�K��q����葽���̎�ނ̃`�[�Y��]��ł��邱�Ƃ�������A11��ނ܂ŏ��i���𑝂₵�A�J�e�S���[�ʂł�6�^�C�v�������Ă���i�\2�j�B
�@���R���́A�`�[�Y�̐��������ł͂Ȃ������̒��B�A����ւ̔[�i�A�ڋq�Ȃǂ����ׂ�1�l�ōs���Ă���B�H�[�̃`�[�Y�́A���Ӓn��̒n����͐얼�Ȃǂ��ӎ����ď��i�����l�Ă���Ă���A�܂��A�n���̓��{���𗘗p�����E�H�b�V���`�[�Y��A�|�Y���܂Ԃ��čy��̗͂ŏn���������`�[�Y�ȂǁA�n��Y�ł��邱�Ƃ��ӎ����Ă��鏤�i�������B�u���n�� �v�i�ʐ^3�j�͎_�ÌŃ^�C�v�i��2�j�̃`�[�Y�ŁA���^�C�v�͐����J�n����10�����x�ŏo�ׂ��邱�Ƃ��ł���̂ŏ��i��[�����₷���Ƃ������_������Ƃ̂��Ƃł���B�Ȃ��A���N���Ƀu���[�`�[�Y�̐�������|�������Ƃ̂��Ƃł���A�o�c�����Ȃ���V���i�̊J���ɗ͂𒍂��\���ł���Ƃ̂��Ƃł���B
�@�N�Ԕ��㍂�͖�600���~�ŁA����̓���́A�X���̔���8���ŁA�c���2���́u���y�̗����������v�Ȃǂ̓��̉w��`�[�Y�V���b�v�ւ̉�����Ȃǂł���BCOVID-19�̉e���Ōo�ϊ���������Ă���Ƃ��ɂ�2���قǔ���グ�����������B�H�[�̍L�����`�����͂قڍs���Ă��炸�A���R�~�ŕ]�����L�����Ă���Ƃ̂��Ƃł���A�ŋ߂ł͋ߗό��n�ɂ���z�e���⌧���E�s���ɂ��郌�X�g�����̃f�B�i�[�ȂǂŐH�ނƂ��Ďg����悤�ɂȂ��Ă���B
�i��2�j �_�ÌŃ^�C�v�͓��_�ۂ�����_�̗͂���Ɏg���Đ������ł߂��`�[�Y�B�t�����X�Y�̃T���E�}���Z������R�r�����̃T���g���[���A�܂��̓A�W�A�Ō�����_���ς������i�̑����͎_�Ìł𗘗p���Đ������Ă���B����A�������ł߂��p������y�f�u�����l�b�g�v���g���^�C�v�́A���[���b�p�^�̃`�[�Y�ɑ���������B

�@�H�[�́A���T�������_�o�c���c�ޔ_���g���@�l�V���������_�w�m�_��i�ʐ^4 ���{�K�́F������32���A�琬����10���j�̕~�n���Ɉʒu���Ă���A���_��̓�������24���Ԉȓ��ɍ������������1�J���������500�L���O�����g�p���Ă���B���_��ł͕��q���_�Ɏ��g��ł���A���悻3�����{�`11�����{�܂ł����q���ԂŎ������������Y���Ă��邱�Ƃ���A�e�������^�ɐ�߂鍑�Y������100���ł���B�����ւ̋��a�͑e���������S�ł��邪�A���_��Ő��Y���ꂽ�q���g�E�����R�V�����^���Ă���B�s�S����ł��߂����q���_�̒n�ł���Ƃ��āA�_��ƍH�[�͋��͂��Ēn��U���ɓw�߂Ă���B
�@�����̃`�[�Y�R���e�X�g�ł́ANPO�@�l�`�[�Y�v���t�F�b�V���i�������Â���W���p���`�[�Y�A���[�h2020�ŋ�܂Ɠ��܂���܂��Ă���A�����͓��R���e�X�g�̋��܂̎�܂�ڎw���Ă���B�u���{�̃i�`�������`�[�Y�͐��E�̃R���e�X�g�ŕ]���������Ȃ��Ă��Ă���̂ŁA�������������E�̕���ł�����Ă݂����v�Ɨ͋������B���R���̖��̈�́A�����R���e�X�g�ł̎�܂𑫊|����ɐ��E�̕���Řr���������Ă݂邱�Ƃł���Ƃ����B




�@�ߐ{�̐X�̐����g�p�ʂ͈�J���������6�g���ŁA�H�[�̋ߗׂɂ���O�c�q�ꂩ��u���E���X�C�X��ƃz���X�^�C����̐������g�p���Ă���B�u���E���X�C�X��̐����͂���ς����Ȃǂ̓��������������Ƃ���R�N�̂���`�[�Y�������ł���Ƃ���Ă��邽�߁A�n���^�C�v�̃`�[�Y�Ɏg�p����Ă���B�t���b�V���^�C�v�̃`�[�Y�́A�u���E���X�C�X��ƃz���X�^�C����̐������������Đ������Ă���B
�H�[�̃X�^�b�t�͑S8���ŁA�����A�C�e���̒S�������܂��Ă���A����I�ɑS���Ń`�[�Y�̖����`�F�b�N���A�ӌ��������s���Ă���Ƃ̂��Ƃł���B
�@�N�Ԕ��㍂�͖�4000���~�ŁACOVID-19�̉e���͓��Ɍ���ꂸ�A�����g��O��WCA����܂������ʂ�����A�ނ���L�т��Ƃ����B
���݁A6��ނ̃`�[�Y�A�J�e�S���[�ʂ�4��ނ̃A�C�e�������Ă���i�\3�j�A���̑��ɂ��`�[�Y�t�H���f���p�Ƃ��ă~�b�N�X��̔����Ă���B�����ɃA�C�e�����𑝂₷�\��͂Ȃ��Ƃ̂��Ƃł��邪�A����A���b�c�@����������\���͂���Ƃ����B


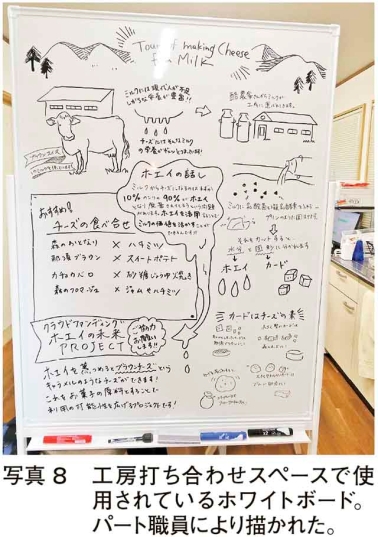
�@�`�[�Y�̐����ߒ��Ő�����z�G�C�́A���^���p�N�E�ᎉ�b�E�~�l�����L�x�ŁA������v�ɂ��A�Ɖu�@�\�����߂�Ȃǂ̌��ʂ�����ƌ����Ă�����̂́A�`�[�Y�H�[�ł͔p������Ă��邱�Ƃ������Ƃ����B�L�@���𑽂��܂ރz�G�C�̔p���́A�o�ϓI�ȕ��S������ׂ������邱�ƂƂȂ�B�ߐ{�̐X�ł́A�S���̍H�[�����ʂ̉ۑ�Ƃ��ĔF�����Ă���z�G�C�̊��p�Ɏ��g��ł���B�H�[���̈��c�Čᎁ�i�ʐ^7�j�͔p���������ɁA�p����s�U�̌����A�ƒ{�̎����ւ̗��p�Ȃǂ��Ă������A���݂́A�u���E���`�[�Y�̐����ɂ����g��ł���B�u���E���`�[�Y�́A�z�G�C���ϋl�߂č���A�m���E�F�[�����˂Ƃ���Ă���B���̖��́A�L���������Ɏ��Ă���A�������g���Ă��Ȃ��ɂ�������炸�Â��A���̂܂܂ł��H�ׂ���Ɗ�����ꂽ�B�܂��A�z�G�C���u���E���`�[�Y�ɂ��邱�Ƃŕۑ��������A�`��̕����L���邱�ƂƂȂ�B����ɁA�َq�̌����Ƃ��邱�Ƃɂ��A�V���ȉ��l��n�o���A�z�G�C�̗��p���l�����߂����Ƃ̂��Ƃł���B���̎��g�݂ɕK�v�Ȏ����ɂ��ẮA��N10��28���`12��13���̊��ԂɃN���E�h�t�@���f�B���O�Ŏx���������Ƃ���A�ڕW���z��150���~��傫���N���A���A250���~�ɒB�����B���̎����́A�z�G�C�ۑ��p��p�^���N�w������ѐݒu��ƃu���E���`�[�Y�̊J����p�ɏ[�Ă���B���c���́u���R�̌b�݂ł��鐶���ʂȂ��g�����ƂŁA���l�����߁A�����\�ŖL���ȃ`�[�Y���������t���������v�ƃz�G�C�̊��p�v���W�F�N�g�ɒ���ł���B
�@���c���́A���Y�i�`�������`�[�Y�����x���A�b�v�����̂́A�W�҂���̂ƂȂ������g�݂ɂ����̂ƍl���Ă���A�܂��A����̎��g�̉ۑ�Ƃ��Ă͕i���̌���������A�u���ɏn���^�C�v�Ɣ��J�r�^�C�v�̕i�������肵�Ȃ����Ƃ�����̂ŁA�n���ɂ̉��x�Ǘ��Ȃǂ�K�ɍs���Ă��������v�ƈӋC���݂�������B

���� �s�i�}7�j�Ɉʒu����A�g���G�E�h�E�t���}�[�W���i�ʐ^9�j�́A���{�ŏ��߂Ĕ_�Ǝ��Ɛ��̃i�`�������`�[�Y��������H�[�Ƃ��Ēm���Ă���A14�N�̃W���p���`�[�Y�A���[�h�Ńu���[�`�[�Y���ō��܂̃O�����v������܂����̂���ɍ����O�̃R���e�X�g�Ő��X�̎�ܗ����ւ�B

�@���H�[�ɂ��ƁACOVID-19�̉e���ɂ��A�����̔���͌�����]�V�Ȃ����ꂽ���̂́A����������v�����z�����Z�b�g�̔��ɒ��͂������߁A�g�[�^���ɂ���ƃR���i�O�ƂقƂ�Ǖς��Ȃ����㍂�ƂȂ����B�`�[�Y�Ɋւ��Ă͔���̓���́A6�������c�A2����������ł���ȊO�͒ʔ̂ł���B����͂Ȃ�ׂ��ʔ̂ł̔��㑝��ڎw�������Ƃ̂��Ƃł���BCOVID-19�̉e���ŗA�������Ă��܂������߁A�A�����獑�Y�i�`�������`�[�Y�ւ̎g�p���ւ�������������Ƃ����B
�@�`�[�Y�����Ɏg�p���錴���́A�u���E���X�C�X�킨��уW���[�W�[��̐������ߗׂ̃t���}�[�W���q�ꂩ�琶���̘A��ʂ��Ē��B���Ă���A�z���X�^�C����̐����͑��̖q�ꂩ�璲�B���Ă���B�܂��A�z�G�C�ɂ��ẮA�����͋ߗׂ̗{�؋Ǝ҂Ɉ�������Ă��炢�A�����͔p�����Ă���ł���B
�@���݁A�t���b�V���^�C�v�A���b�c�@�����A���J�r�A�J�r�A�E�H�b�V���A�Z�~�n�[�h�^�C�v�Ȃ�20�A�C�e�������Ă���A�J�e�S���[�ʐ����ʂ͕\4�̒ʂ�ƂȂ��Ă���B

�@�H�[�̏n���ɂ͘Z�̏n�����ɕ�����Ă���A���ꂼ��̔��ɒS���҂̃v���[�g���\���Ă���B�������A17�N�̃����f�B�A���E�f���E�t���}�[�W���i��3�j�Ŏ�܂����z���X�^�C����ƃW���[�W�[��̐������~�b�N�X���Đ�������_�ÌŃ^�C�v�́u�R�R���v�́A�n���ɂƂ͕ʂɒP�̂ŊǗ����Ă���B����́A�R�R��������ۂɃ`�[�Y�̕\��ɕt��������������i�y��j�ł���W�I�g���J���̊Ǘ����������Ƃ̂��Ƃł���B�������̊Ǘ������邱�ƂȂ���A�n���^�C�v�̃`�[�Y�̕i�������肳���邱�Ƃ͔��ɓ�����߁A����̉ۑ�ł���Ƃ̂��Ƃł������B
�@�`�[�Y�����ɂ����ďd�v�ȃ|�C���g�́A���b���������ɓ����Ȃ����Ƃ����_�ł���A���ɃJ�[�h�i�Ó��j�ƃz�G�C��������ۂɒ��ӂ��K�v�ł���Ƃ����B
�@�J�r�`�[�Y�̐������u���Ă��̎d����I�`�[�Y�H�[�̃`�[�t�߂鉖��a�j���i�ʐ^10�j�́A���[���b�p�Ɠ����i����ڎw�����߂ɂ͓��{�Ǝ��̂��ܖ��ł��閡�̂��炩���A�@�ׂ��������o�����Ƃɂ��C�O�Y�̃`�[�Y�ɑR���Ă��������Ƃ����B����ɂ́A���{�̐����ɍ����`�[�Y�̍��������H���Ă���B�u�u���[�`�[�Y�͊e��R���e�X�g�ō����]���Ă���̂ŁA����ȊO�̃A�C�e���̎������コ�������B�܂��A����@����������h�[���^�C�v�̃`�[�Y�i��4�j�����Ă݂����v�ƍ���̕���������Ă��ꂽ�B
�i��3�j �`�[�Y����ѓ����i�̃v���������ی��{�s�ŊJ�Â����t�����X�̍��ۃ`�[�Y�R���e�X�g�B
�i��4�j �`�[�Y�̊O��͌��߂ŃN���[���F��I�����W�F�����Ă���A�\��������Ē��g�̉��F���������g�����Ƃ��������𖡂키�`�[�Y�B���͔Z���ȃ~���N���������B




�@���̂悤�ɍ��Y�i�`�������`�[�Y�̐��Y�҂͑S���e�n�ɒ����ɑ������Ă���A���_�Ƃ��q��ɕ��݂���`�[�Y�H�[��Ɨ������`�[�Y�H�[�ɂ����āA�n��ƘA�g���Ȃ�����F���鏤�i�̐����̔����s���ȂǁA�n�ӁE�H�v�ɂ��ӂ��Ǝ��g�݂��W�J����Ă���B
�܂��A���{�̃`�[�Y�H�[�̓����Ƃ��āA���B�̍H�[�Ɣ�א�������`�[�Y�̎�ނ��������Ƃ������Ƃ����B
�@�`�[�Y�H�[�̎��g�݂ɂ��ẮA�{��19�N12�����Ŗk�C���̎�������グ�Ă���A�{�͂ł͓s�{���̃`�[�Y�H�[�̂����֓��ߕӂ̍H�[�ɃX�|�b�g�ĂĎ�����Љ��B
�i1�j�V�����`�[�Y�H�[
�@��錧��2020�N�x�����Y�o�z�͑O�N�x��0.5������193���~�ŁA�i�ڕʂő�5�ʂƎY�o�z�̖�4�����߂Ă���B�V�����`�[�Y�H�[�������錧��~�s�́A���암�Ɉʒu���A��~��n�ƍL��Ȑ��c�n�т���Ȃ�A�����Y�A������A�V������A�����Ȃǂ̐��ӊ��Ɍb�܂�Ă���i�}5�j�B�@�V�����`�[�Y�H�[�̐��R���u���i�ʐ^1�j�́A�������Ƃ��Đ�t���{�Y���������Z���^�[�ɋΖ����Ă������A���_�o�c�ɂ����鐶�Y������H�A�̔��܂ň�̓I�ɍs��6���Y�Ɖ��̎��ጤ���Ɍg��������Ƃ��`�[�Y���̂��������Ƃ����B�����e�n�̃`�[�Y�H�[�ɑ����^�сA�`�[�Y�E�l����n�ӍH�v�₱�������Ă��������ɁA�`�[�Y���̖��͂Ɏ�����A����̎�Ń`�[�Y�����邱�Ƃ����ӂ����B���̌�ސE���A15�N12������k�C�����̃`�[�Y�H�[�ł̏C�s���o�āA16�N11���Ɉ�錧��~�s�ɈڏZ���A17�N12���Ɏ��g�̍H�[���I�[�v�������i�ʐ^2�j�B���݁A���R����l��11��ނ̐��i�����Ă��邽�߁A�����X�P�W���[���͔��Ƀ^�C�g�ł���B�H�[�I�[�v����̍ŏ���2�N�Ԃ�4��ނ̐����ɂƂǂ܂��Ă������A�K��q����葽���̎�ނ̃`�[�Y��]��ł��邱�Ƃ�������A11��ނ܂ŏ��i���𑝂₵�A�J�e�S���[�ʂł�6�^�C�v�������Ă���i�\2�j�B
�@���R���́A�`�[�Y�̐��������ł͂Ȃ������̒��B�A����ւ̔[�i�A�ڋq�Ȃǂ����ׂ�1�l�ōs���Ă���B�H�[�̃`�[�Y�́A���Ӓn��̒n����͐얼�Ȃǂ��ӎ����ď��i�����l�Ă���Ă���A�܂��A�n���̓��{���𗘗p�����E�H�b�V���`�[�Y��A�|�Y���܂Ԃ��čy��̗͂ŏn���������`�[�Y�ȂǁA�n��Y�ł��邱�Ƃ��ӎ����Ă��鏤�i�������B�u
�@�N�Ԕ��㍂�͖�600���~�ŁA����̓���́A�X���̔���8���ŁA�c���2���́u���y�̗����������v�Ȃǂ̓��̉w��`�[�Y�V���b�v�ւ̉�����Ȃǂł���BCOVID-19�̉e���Ōo�ϊ���������Ă���Ƃ��ɂ�2���قǔ���グ�����������B�H�[�̍L�����`�����͂قڍs���Ă��炸�A���R�~�ŕ]�����L�����Ă���Ƃ̂��Ƃł���A�ŋ߂ł͋ߗό��n�ɂ���z�e���⌧���E�s���ɂ��郌�X�g�����̃f�B�i�[�ȂǂŐH�ނƂ��Ďg����悤�ɂȂ��Ă���B
�i��2�j �_�ÌŃ^�C�v�͓��_�ۂ�����_�̗͂���Ɏg���Đ������ł߂��`�[�Y�B�t�����X�Y�̃T���E�}���Z������R�r�����̃T���g���[���A�܂��̓A�W�A�Ō�����_���ς������i�̑����͎_�Ìł𗘗p���Đ������Ă���B����A�������ł߂��p������y�f�u�����l�b�g�v���g���^�C�v�́A���[���b�p�^�̃`�[�Y�ɑ���������B
�@�H�[�́A���T�������_�o�c���c�ޔ_���g���@�l�V���������_�w�m�_��i�ʐ^4 ���{�K�́F������32���A�琬����10���j�̕~�n���Ɉʒu���Ă���A���_��̓�������24���Ԉȓ��ɍ������������1�J���������500�L���O�����g�p���Ă���B���_��ł͕��q���_�Ɏ��g��ł���A���悻3�����{�`11�����{�܂ł����q���ԂŎ������������Y���Ă��邱�Ƃ���A�e�������^�ɐ�߂鍑�Y������100���ł���B�����ւ̋��a�͑e���������S�ł��邪�A���_��Ő��Y���ꂽ�q���g�E�����R�V�����^���Ă���B�s�S����ł��߂����q���_�̒n�ł���Ƃ��āA�_��ƍH�[�͋��͂��Ēn��U���ɓw�߂Ă���B
�@�����̃`�[�Y�R���e�X�g�ł́ANPO�@�l�`�[�Y�v���t�F�b�V���i�������Â���W���p���`�[�Y�A���[�h2020�ŋ�܂Ɠ��܂���܂��Ă���A�����͓��R���e�X�g�̋��܂̎�܂�ڎw���Ă���B�u���{�̃i�`�������`�[�Y�͐��E�̃R���e�X�g�ŕ]���������Ȃ��Ă��Ă���̂ŁA�������������E�̕���ł�����Ă݂����v�Ɨ͋������B���R���̖��̈�́A�����R���e�X�g�ł̎�܂𑫊|����ɐ��E�̕���Řr���������Ă݂邱�Ƃł���Ƃ����B
�i2�j�`�[�Y�H�[�ߐ{�̐X
�@�Ȗ،��͐������Y�ʂ��s�{���ōł������A2020�N�x�ɂ����鐶���Y�o�z�͑O�N��6.8������394���~�ŁA�i�ڕʂł���2�ʂƎY�o�z�̖�14�����߂Ă���B���ł������ߐ{�n���i�}6�j�́A�����̎��{�ɓK�����C��ŁA�������ł���V�N�Ȑ������d����₷���Ƃ���A�`�[�Y��肪����ł���B���n��Ɉʒu����`�[�Y�H�[�ߐ{�̐X�i�ȉ��u�ߐ{�̐X�v�Ƃ����i�ʐ^5�j�j�́A19�N10���ɃC�^���A�E�x���K���ŊJ�Â��ꂽ���[���h�E�`�[�Y�E�A���[�h�iWCA�j�ŃX�[�p�[�S�[���h����܂������ƂŒm����i�ʐ^6�j�B�@�ߐ{�̐X�̐����g�p�ʂ͈�J���������6�g���ŁA�H�[�̋ߗׂɂ���O�c�q�ꂩ��u���E���X�C�X��ƃz���X�^�C����̐������g�p���Ă���B�u���E���X�C�X��̐����͂���ς����Ȃǂ̓��������������Ƃ���R�N�̂���`�[�Y�������ł���Ƃ���Ă��邽�߁A�n���^�C�v�̃`�[�Y�Ɏg�p����Ă���B�t���b�V���^�C�v�̃`�[�Y�́A�u���E���X�C�X��ƃz���X�^�C����̐������������Đ������Ă���B
�H�[�̃X�^�b�t�͑S8���ŁA�����A�C�e���̒S�������܂��Ă���A����I�ɑS���Ń`�[�Y�̖����`�F�b�N���A�ӌ��������s���Ă���Ƃ̂��Ƃł���B
�@�N�Ԕ��㍂�͖�4000���~�ŁACOVID-19�̉e���͓��Ɍ���ꂸ�A�����g��O��WCA����܂������ʂ�����A�ނ���L�т��Ƃ����B
���݁A6��ނ̃`�[�Y�A�J�e�S���[�ʂ�4��ނ̃A�C�e�������Ă���i�\3�j�A���̑��ɂ��`�[�Y�t�H���f���p�Ƃ��ă~�b�N�X��̔����Ă���B�����ɃA�C�e�����𑝂₷�\��͂Ȃ��Ƃ̂��Ƃł��邪�A����A���b�c�@����������\���͂���Ƃ����B
�@�`�[�Y�̐����ߒ��Ő�����z�G�C�́A���^���p�N�E�ᎉ�b�E�~�l�����L�x�ŁA������v�ɂ��A�Ɖu�@�\�����߂�Ȃǂ̌��ʂ�����ƌ����Ă�����̂́A�`�[�Y�H�[�ł͔p������Ă��邱�Ƃ������Ƃ����B�L�@���𑽂��܂ރz�G�C�̔p���́A�o�ϓI�ȕ��S������ׂ������邱�ƂƂȂ�B�ߐ{�̐X�ł́A�S���̍H�[�����ʂ̉ۑ�Ƃ��ĔF�����Ă���z�G�C�̊��p�Ɏ��g��ł���B�H�[���̈��c�Čᎁ�i�ʐ^7�j�͔p���������ɁA�p����s�U�̌����A�ƒ{�̎����ւ̗��p�Ȃǂ��Ă������A���݂́A�u���E���`�[�Y�̐����ɂ����g��ł���B�u���E���`�[�Y�́A�z�G�C���ϋl�߂č���A�m���E�F�[�����˂Ƃ���Ă���B���̖��́A�L���������Ɏ��Ă���A�������g���Ă��Ȃ��ɂ�������炸�Â��A���̂܂܂ł��H�ׂ���Ɗ�����ꂽ�B�܂��A�z�G�C���u���E���`�[�Y�ɂ��邱�Ƃŕۑ��������A�`��̕����L���邱�ƂƂȂ�B����ɁA�َq�̌����Ƃ��邱�Ƃɂ��A�V���ȉ��l��n�o���A�z�G�C�̗��p���l�����߂����Ƃ̂��Ƃł���B���̎��g�݂ɕK�v�Ȏ����ɂ��ẮA��N10��28���`12��13���̊��ԂɃN���E�h�t�@���f�B���O�Ŏx���������Ƃ���A�ڕW���z��150���~��傫���N���A���A250���~�ɒB�����B���̎����́A�z�G�C�ۑ��p��p�^���N�w������ѐݒu��ƃu���E���`�[�Y�̊J����p�ɏ[�Ă���B���c���́u���R�̌b�݂ł��鐶���ʂȂ��g�����ƂŁA���l�����߁A�����\�ŖL���ȃ`�[�Y���������t���������v�ƃz�G�C�̊��p�v���W�F�N�g�ɒ���ł���B
�@���c���́A���Y�i�`�������`�[�Y�����x���A�b�v�����̂́A�W�҂���̂ƂȂ������g�݂ɂ����̂ƍl���Ă���A�܂��A����̎��g�̉ۑ�Ƃ��Ă͕i���̌���������A�u���ɏn���^�C�v�Ɣ��J�r�^�C�v�̕i�������肵�Ȃ����Ƃ�����̂ŁA�n���ɂ̉��x�Ǘ��Ȃǂ�K�ɍs���Ă��������v�ƈӋC���݂�������B
�i3�j�A�g���G�E�h�E�t���}�[�W��
�@���쌧��2020�N�x�����Y�o�z�͑ΑO�N��2������99���~�ŁA�i�ڕʂő�6�ʂƎY�o�z�̖�4�����߂Ă���B���쌧�͒{�Y�̔_�ƎY�o�z��279���~�ƑS��30�ʂɂƂǂ܂���̂́A�����̎Y�o�z�͓�12�ʂƏ�ʂɃ����N�C�����Ă���i�ߘa���N���Y�_�Ə������v�j�B���쌧�@���H�[�ɂ��ƁACOVID-19�̉e���ɂ��A�����̔���͌�����]�V�Ȃ����ꂽ���̂́A����������v�����z�����Z�b�g�̔��ɒ��͂������߁A�g�[�^���ɂ���ƃR���i�O�ƂقƂ�Ǖς��Ȃ����㍂�ƂȂ����B�`�[�Y�Ɋւ��Ă͔���̓���́A6�������c�A2����������ł���ȊO�͒ʔ̂ł���B����͂Ȃ�ׂ��ʔ̂ł̔��㑝��ڎw�������Ƃ̂��Ƃł���BCOVID-19�̉e���ŗA�������Ă��܂������߁A�A�����獑�Y�i�`�������`�[�Y�ւ̎g�p���ւ�������������Ƃ����B
�@�`�[�Y�����Ɏg�p���錴���́A�u���E���X�C�X�킨��уW���[�W�[��̐������ߗׂ̃t���}�[�W���q�ꂩ�琶���̘A��ʂ��Ē��B���Ă���A�z���X�^�C����̐����͑��̖q�ꂩ�璲�B���Ă���B�܂��A�z�G�C�ɂ��ẮA�����͋ߗׂ̗{�؋Ǝ҂Ɉ�������Ă��炢�A�����͔p�����Ă���ł���B
�@���݁A�t���b�V���^�C�v�A���b�c�@�����A���J�r�A�J�r�A�E�H�b�V���A�Z�~�n�[�h�^�C�v�Ȃ�20�A�C�e�������Ă���A�J�e�S���[�ʐ����ʂ͕\4�̒ʂ�ƂȂ��Ă���B
�@�H�[�̏n���ɂ͘Z�̏n�����ɕ�����Ă���A���ꂼ��̔��ɒS���҂̃v���[�g���\���Ă���B�������A17�N�̃����f�B�A���E�f���E�t���}�[�W���i��3�j�Ŏ�܂����z���X�^�C����ƃW���[�W�[��̐������~�b�N�X���Đ�������_�ÌŃ^�C�v�́u�R�R���v�́A�n���ɂƂ͕ʂɒP�̂ŊǗ����Ă���B����́A�R�R��������ۂɃ`�[�Y�̕\��ɕt��������������i�y��j�ł���W�I�g���J���̊Ǘ����������Ƃ̂��Ƃł���B�������̊Ǘ������邱�ƂȂ���A�n���^�C�v�̃`�[�Y�̕i�������肳���邱�Ƃ͔��ɓ�����߁A����̉ۑ�ł���Ƃ̂��Ƃł������B
�@�`�[�Y�����ɂ����ďd�v�ȃ|�C���g�́A���b���������ɓ����Ȃ����Ƃ����_�ł���A���ɃJ�[�h�i�Ó��j�ƃz�G�C��������ۂɒ��ӂ��K�v�ł���Ƃ����B
�@�J�r�`�[�Y�̐������u���Ă��̎d����I�`�[�Y�H�[�̃`�[�t�߂鉖��a�j���i�ʐ^10�j�́A���[���b�p�Ɠ����i����ڎw�����߂ɂ͓��{�Ǝ��̂��ܖ��ł��閡�̂��炩���A�@�ׂ��������o�����Ƃɂ��C�O�Y�̃`�[�Y�ɑR���Ă��������Ƃ����B����ɂ́A���{�̐����ɍ����`�[�Y�̍��������H���Ă���B�u�u���[�`�[�Y�͊e��R���e�X�g�ō����]���Ă���̂ŁA����ȊO�̃A�C�e���̎������コ�������B�܂��A����@����������h�[���^�C�v�̃`�[�Y�i��4�j�����Ă݂����v�ƍ���̕���������Ă��ꂽ�B
�i��3�j �`�[�Y����ѓ����i�̃v���������ی��{�s�ŊJ�Â����t�����X�̍��ۃ`�[�Y�R���e�X�g�B
�i��4�j �`�[�Y�̊O��͌��߂ŃN���[���F��I�����W�F�����Ă���A�\��������Ē��g�̉��F���������g�����Ƃ��������𖡂키�`�[�Y�B���͔Z���ȃ~���N���������B
4�@���Y�i�`�������`�[�Y�̊���ш�ʎВc�@�l���{�`�[�Y����̓���
�i1�j�C�O�`�[�Y�R���e�X�g�ł̊���
�@2021�N11��3���A�X�y�C���̃I�r�G�h�ɂ����ĊJ�Â��ꂽ���[���h�E�`�[�Y�E�A���[�h�iWCA�j�ɁA�킪���̃`�[�Y���o�i����A���܂��ʂ����Ă���BWCA��1988�N�ɉp���Ŏn�܂������E�ő勉�̕i���]���R���e�X�g�ŁA����ő�33��ڂ��}�����i�ʐ^13�j�B�o�i���͐��E45�J������4079��i�ł������B���{�����25�H�[��37�i���o�i���A���̂���14�i��܁A���̂����A�g���G��h��t���}�[�W���́u
�@�O�o�̉��쎁�́u���[���b�p�ł͖��̂��ܖ������ł͂Ȃ��A�[�݂��]���̑Ώۂ̏d�v�ȃ|�C���g�ɂȂ�ƕ��������Ƃ�����A����ȗ��`�[�Y�̋�݂�G�O���������ŗ}����悤�ɐS������ƂƂ��ɁA���ɓ��ꂽ�Ƃ��ɂȂ߂炩������ǂ��̗ǂ�����������悤�������ɒ��������v�Ǝ�܂ɂ܂�鐻���̔錍������Ă��ꂽ�B
�@�܂��AWCA�ȊO�̊C�O�̃R���e�X�g�́A�t�����X�̃����f�B�A���E�f���E�t���}�[�W���A�č��̃��[���h�E�`�����s�I���V�b�v�E�`�[�Y�E�R���e�X�g�iWCCC�j������B
�@���N3��4���ɊJ�Â��ꂽWCCC 2022�ɂ́A���{����23�H�[35�i���o�i����A�O�Ǎ�t���}�[�W���i�L�����j�́u�A�J�V���E�r���v�u�x�m�R�E�Y�v�AIL FIO RETTO�i���{�j�́u
�@

�i2�j�����`�[�Y�R���e�X�g
�@�킪���ł́A���Y�`�[�Y�̃u�����h���A���Y�E����g��Ɍ��������܂��܂Ȏ��g�݂��s���Ă���A���̈�Ƃ��č��Y�i�`�������`�[�Y�̃R���e�X�g����������B
�@�W���p���`�[�Y�A���[�h�́ANPO�@�l�`�[�Y�v���t�F�b�V���i������̎�Âɂ��2014�N����2�N��1��J�Â����R���N�[���ƂȂ�A��ނ̈Ⴂ�ɂ�鍑�Y�`�[�Y����20�̃J�e�S���[���Ƃɕ]������A�e�J�e�S���[�ł̓��܂����\����Ă���B�܂��AALL JAPAN�i�`�������`�[�Y�R���e�X�g�́A���Y�i�`�������`�[�Y�̐����Z�p����Ɣ̘H�g��Ȃǂ�ړI�ɁA��ʎВc�@�l�������_��c�̎�Âɂ��1997�N�x����u�N�ŊJ�Â���Ă���B
�@21�N10���ɊJ�Â��ꂽ��13��ALL JAPAN�i�`�������`�[�Y�R���e�X�g�ɂ͑S��96�Ђ���o�i������A���̂����s�{�������7������69�Ђ���o�i���������B��܂̔_�ѐ��Y��b�܂ɂ͒O�g�w�ؔ_��O�g�`�[�Y�H�[�̑��n���S�[�_�A�_�{�Y�ƐU���@�\�������܂ɂ͐_�˔_�����ИZ�b�R�q��`�[�Y�H�[�̘Z�b�R�q��̃��R�b�^����܂���ȂǑS���30��i�̂���19��i���s�{���̃`�[�Y�H�[�Ȃǂ���܂��A�s�{���`�[�Y�H�[�̊������錋�ʂƂȂ����B
�i3�j���{�`�[�Y����̎��g��
�@��ʎВc�@�l���{�`�[�Y����́A�`�[�Y�H�[�̌o�c�҂�i�`�������`�[�Y�̐��Y�҂ɂ����{�Y�i�`�������`�[�Y�̕i������A���y�E�U���Ȃǂ̎��g�݂��s�����߂̑S���g�D�Ƃ��āA2019�N11��11���ɐݗ��E��������A20�N4���N����{�i�I�Ȋ������J�n���Ă���B������̖����Ƃ��Ă͎R�c�q��i���ꌧ�j�̎R�c����������A�_�C���t�@�[���i�{�茧�j�̑�E�a����������A���ɗ���8������Ƀi�`�������`�[�Y���Y�҂���C������Ă���B�������22�N1��31�����݁A�����36�A�^������i�@�l�E�l�j25�ƂȂ��Ă���B
�@��Ȋ������e�́A�i1�j�F�؎��Ɓi2�j�q�����Ɓi3�j�L�Ɓi4�j��挤�C���Ƅ��ł���B���̑��ɂ��H�[�̊J�݊�]�҂̑��k���t���Ă���B
�@21�N6������H�i�̐����E���ʂ̃O���[�o�������AHACCP�̓����E�^�p�����ׂĂ̐H�i�������Ǝ҂Ɋ��S�`��������邱�Ƃɔ����A��N4��24���Ƀ`�[�Y�����u���b�V���A�b�v�Z�~�i�[�u���S�ȃ`�[�Y�̐����ɂ��āv�`HACCP�̐��x���ɂ��ā`���s����ȂǁA�����^������ɑ����L���}��ꂽ�B
�@�܂��A2021�`23�N�x��3�J�N�A���{�������n��̎x�����ƁiJRA�{�Y�U�����Ɓj�����p���A���{�`�[�Y�F�؊���蕁�y���ƂɎ��g��ł���B21�N�x�͑S���̍H�[��ΏۂƂ����A���P�[�g���������{�A22�N�x�͊C�O���@����ѓ��{�����̑��̐H�i�̎��ጤ���A23�N�x�͍��Y�i�`�������`�[�Y�̐������Ԃ܂����F�؊�̍���ɒ��肷��\��ŁA24�N�x����Ǝ��̔F�ؐ��x���J�n����\��Ƃ̂��Ƃł���B
�@����ɁA�e����̐��Ƃ⎖�Ǝ҂������A����������S���e�n�̃`�[�Y�H�[�����S�ƂȂ��Ċe�n�̃R�~���j�e�B�Â�������Ȃ�����X�̖����������錤�C����J�Â��Ă���B���N�x�͐H�i�\���AHACCP���܂ސH�i�q���E�H�i���S�Ɋւ��錤�C�8��J�Â���A�Q���҂��琶���Ɋ܂܂��R�������̃��X�N�Ǘ�����̎��匟���̕��@�A���x�v�Z�����Ɍ덷���������Ƃ��̑Ή��A�ٕ��̖h�~�����ۂɔ����������̑Ώ����@�Ȃǂւ̈ӌ�����ꂽ�B�Ȃ��A�����̓t�F�C�X�u�b�N�Ȃǂ�SNS�ł��Љ���ƂƂ��ɓ�����̃z�[���y�[�W���J�݂���A��ʏ���҂ɂ��L�����J����Ă���B�ihttps://j-c-a.or.jp�j
�@������̉����ǒ��́A�u����܂��܂��������\�z�����킪���̃`�[�Y�H�[�Ń`�[�Y�Â���Ɍg�������A������i�`�������`�[�Y�������ł̔Y�݁A�^��A�ۑ�Ȃǂɂ��Ĉӌ��������s����Ƃ��ė��p���Ă������������B�܂��A�H�[���i�`�������`�[�Y���L�߁A�`�[�Y���y����ʼn������ĉ�����������ƂƂ��Ɋ������Ă��������v�ƌĂъ|���Ă���B
5�@������
�@���{�_�ƐV���ɂ����ƃ��[�J�[�⏬����v37�Ђւ̒������ʂɂ��ƁA�����E�����i�ɂ����čł�����̐L�т����҂����i�ڂ̂����A�`�[�Y�̓��[�O���g�A���_�ۈ����Ɏ����ő�3�ʂɃ����N�C�������B�܂��A�`�[�Y�̏���ւĂ����ꂷ�ׂ��v�f���q�A�����O�����Ƃ���u���i�v�A�u�p�r��āv�A�u���������A�t���[�o�[�v���������A�A���i�Ƃ̋����̒��A�������̂Ȃ����i�ݒ�Ŗ��킢��N�x�ō��ʉ��ł��鍑�Y�i�����߂��Ă���Ƃ̂��Ƃł���B
�@�{�e�̍쐬�ɓ�����A����K�₵��3�H�[�̐����҂̘b�Ƃ��āu���R�f�Ջ���̐i�W�ɂ��A���i�̒�ʼn���œP�p�́A�C��^���Ȃǂɂ�鉿�i�㏸�ɂ�葊�E����A���Y�i�ւ̉e���͂���قǑ傫���Ȃ��ƍl���Ă���v�u�킪����1�l������`�[�Y����ʂ͍�����L�тĂ����v�Ƃ������O�����ȃR�����g����ꂽ�B����A���p�����̂̓s�{���ł́A�`�[�Y���Y�Ɏg�p���鐶���������Ŋm�ۂ��邱�Ƃ͍���ł���Ƃ̈ӌ��������ꂽ�B�����Ⓦ��A�W�A�ł̉����Ȏ��v��R���i�Ђł̊C��A���̍����Ȃǂɂ�萢�E�I�ɓ����i�����͂Ђ������Ă���ɂ���AEU��I�Z�A�j�A�A�č��Ȃǂ̓����i���i�͏㏸�X���ɂ���B�킪���̃`�[�Y����́A�v���Z�X�`�[�Y�̏���ʂ��唼���߂Ă���A���̑w�ɂǂ̂悤�ɂ��č��Y�i�`�������`�[�Y��H�ׂĂ��炤��������̉ۑ�ɂȂ���̂ƍl������B
�@�܂��A���ۊ��̕ω��ɔ�����ʼn���œP�p���i�ޒ��A�A���i�`�������`�[�Y�Ƃ̍��ʉ��Ƃ������ۑ������A�킪���ɂ�����n��̋C�y�ɓK�����������@���o�āA���S�����S�Ȑ��i������҂Ɏ�����邱�Ƃ��]�܂��B
�@�{�e�����F�̂���ǎ������푽�l�ȃi�`�������`�[�Y����{�̐��Y�҂����A�����������Y�`�[�Y����ʏ���҂���������A�����������Â���̎Q�l�ƂȂ�K���ł���B
�@�{�e�̍쐬�ɓ�����A����K�₵��3�H�[�̐����҂̘b�Ƃ��āu���R�f�Ջ���̐i�W�ɂ��A���i�̒�ʼn���œP�p�́A�C��^���Ȃǂɂ�鉿�i�㏸�ɂ�葊�E����A���Y�i�ւ̉e���͂���قǑ傫���Ȃ��ƍl���Ă���v�u�킪����1�l������`�[�Y����ʂ͍�����L�тĂ����v�Ƃ������O�����ȃR�����g����ꂽ�B����A���p�����̂̓s�{���ł́A�`�[�Y���Y�Ɏg�p���鐶���������Ŋm�ۂ��邱�Ƃ͍���ł���Ƃ̈ӌ��������ꂽ�B�����Ⓦ��A�W�A�ł̉����Ȏ��v��R���i�Ђł̊C��A���̍����Ȃǂɂ�萢�E�I�ɓ����i�����͂Ђ������Ă���ɂ���AEU��I�Z�A�j�A�A�č��Ȃǂ̓����i���i�͏㏸�X���ɂ���B�킪���̃`�[�Y����́A�v���Z�X�`�[�Y�̏���ʂ��唼���߂Ă���A���̑w�ɂǂ̂悤�ɂ��č��Y�i�`�������`�[�Y��H�ׂĂ��炤��������̉ۑ�ɂȂ���̂ƍl������B
�@�܂��A���ۊ��̕ω��ɔ�����ʼn���œP�p���i�ޒ��A�A���i�`�������`�[�Y�Ƃ̍��ʉ��Ƃ������ۑ������A�킪���ɂ�����n��̋C�y�ɓK�����������@���o�āA���S�����S�Ȑ��i������҂Ɏ�����邱�Ƃ��]�܂��B
�@�{�e�����F�̂���ǎ������푽�l�ȃi�`�������`�[�Y����{�̐��Y�҂����A�����������Y�`�[�Y����ʏ���҂���������A�����������Â���̎Q�l�ƂȂ�K���ł���B









